


GY NMT Nut Screwing Taps
BSW & BSF , Coarse Pitch
As per IS: 6175 Part 5 & DIN 357
Nut Screwing Taps, manufactured in accordance with IS: 6175, are specialized cutting tools designed specifically for the high-production threading of nuts. Unlike standard hand taps, these are engineered to handle the unique stresses of continuous nut tapping, ensuring concentricity and thread accuracy across large batches.

Key Features
- Extended Lead Chamfer: These taps typically feature a very long lead (chamfer) length, often covering 10 to 15 threads. This distributes the cutting load over many teeth, reducing wear and allowing for smoother entry into the nut blank.
- Longer Shank: The shank is significantly longer than standard taps. This design allows multiple tapped nuts to collect on the shank during a single operation before they are cleared, making them ideal for use on automatic nut-tapping machines.
- Material and Hardness: Manufactured from premium High-Speed Steel (HSS), these tools are heat-treated to maintain a high red-hardness, ensuring the cutting edges remain sharp even under the thermal stress of high-speed manufacturing.
- Thread Profile: Designed for ISO Metric Coarse Threads, ensuring full compatibility with international fastening standards.
| TECHNICAL SPECIFICATION FOR COARSE PITCH | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
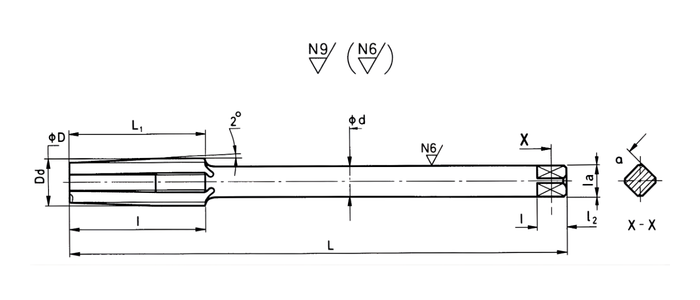
| Designation | d nominal | Approximate pitch | d1 h9 | l | L | Square a h11 | Square l2 | |||
| 1/4 – 20-BSW | 6.350 | 1.2700 | 4,50 | 32 | 110 | 3.55 | 6 | |||
| 5/16 – 18-BSW | 7.938 | 1.411 | 6,30 | 40 | 125 | 5 | 8 | |||
| 3/8 – 16-BSW | 9.525 | 1.588 | 8 | 45 | 140 | 6.3 | 9 | |||
| 7/16 – 14 – BSW | 11,112 | 1,814 | 8,0 | 45 | 160 | 6.3 | 9 | |||
| 1/2 – 12-BSW | 12,700 | 2.117 | 9,0 | 50 | 180 | 7.1 | 10 | |||
| 9/16 – 12-BSW | 14,288 | 2,117 | 11,2 | 66 | 200 | 9 | 12 | |||
| 5/8 – 11-BSW | 15,875 | 2,309 | 12,5 | 63 | 200 | 10 | 13 | |||
| 3/4 – 10-BSW | 19,050 | 2,540 | 14,0 | 70 | 250 | 11.2 | 14 | |||
| 7/8 – 9-BSW | 22,225 | 2,822 | 16,0 | 80 | 280 | 12.5 | 16 | |||
| TECHNICAL SPECIFICATION FOR COARSE PITCH | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Designation | d nominal | Approximate pitch | d1 h9 | l | L | Square a h11 | Square l2 | |||
| 7/16 – 18 – BSF | 11,112 | 1.414 | 8,0 | 25,0 | 85,0 | 6,3 | 9 | |||
| 1/2 – 16 – BSF | 12,700 | 1.588 | 9,0 | 29,0 | 89,0 | 7,1 | 10 | |||
| 9/16 – 16 – BSF | 14,288 | 1.588 | 11,2 | 30,0 | 95,0 | 9,0 | 12 | |||
| 5/8 – 14 – BSF | 15,875 | 1.814 | 12,5 | 32,0 | 102,0 | 10,0 | 13 | |||
| 11/16 – 14 – BSF | 17,463 | 1.814 | 12,5 | 37,0 | 112,0 | 11,2 | 14.0 | |||
| 3/4 – 12 – BSF | 19,050 | 1.814 | 12,5 | 37,0 | 112,0 | 11,2 | 14.0 | |||
| 7/8 – 11 – BSF | 22,225 | 2.309 | 16,0 | 38,0 | 118,0 | 12,5 | 16 | |||
| 1 – 10 – BSF | 25,400 | 2.540 | 18,0 | 45,0 | 130,0 | 14,0 | 18 | |||
| 1 1/8 – 9 – BSF | 28,575 | 2.822 | 20,0 | 37,0 | 127,0 | 16,0 | 20.0 | |||
| 1 1/4 – 9 – BSF | 31,750 | 2.822 | 22,4 | 37,0 | 137,0 | 18,0 | 22.0 | |||
| 1 3/8 – 8 – BSF | 34,925 | 3.175 | 25,0 | 39,0 | 144,0 | 20,0 | 24.0 | |||
| 1 1/2 – 8 – BSF | 38,100 | 3.175 | 28,0 | 39,0 | 149,0 | 22,4 | 26.0 | |||
| 1 5/8 – 8 – BSF | 38,100 | 3.175 | 28,0 | 39,0 | 149,0 | 22,4 | 26.0 | |||
| 1 3/4 – 7 – BSF | 44,450 | 3.629 | 31,5 | 45,0 | 165,0 | 25,0 | 28.0 | |||
| 2 – 7 – BSF | 50,800 | 3.629 | 35,5 | 45,0 | 175,0 | 28,0 | 31.0 | |||
| 2 1/4 – 6 – BSF | 57,150 | 4.233 | 40,0 | 48,0 | 193,0 | 31,5 | 34.0 | |||
| 2 1/2 – 6 – BSF | 63,500 | 4.233 | 40,0 | 48,0 | 193,0 | 31,5 | 34.0 | |||
| 2 3/4 – 6 – BSF | 69,850 | 4.233 | 45,0 | 48,0 | 203,0 | 35,5 | 38.0 | |||
| 3 – 5 – BSF | 76,200 | 5.080 | 50,0 | 51,0 | 226,0 | 40,0 | 42.0 | |||
| 3 1/4 – 5 – BSF | 82,550 | 5.080 | 50,0 | 51,0 | 226,0 | 40,0 | 42.0 | |||
| 3 1/2 – 4.1/2 – BSF | 88,900 | 5.644 | 50,0 | 51,0 | 226,0 | 40,0 | 42.0 | |||